Верстати для рубки та різки арматури GQ-40, GQ-50/ІНСТРУКЦІЯ по експлуатації верстату для різки арматури GQ40, GQ50
1. Призначення та особливості Верстат для різання арматури призначений для обробки арматури, а також звичайної вуглецевої сталі, гарячекатаних сталевих прутків та сталі з гвинтовою нарізкою. Дані верстати застосовуються у будівництві, у виробництві залізобетонних конструкцій.
Верстати виробництва компанії мають такі особливості:
• Компактність та мала вага, висока якість та надійність;
• Мінімальне технічне обслуговування;
• Можливість експлуатації за низьких температур;
• Завдяки вдалій кінематичній схемі споживана потужність знижена на 30%.
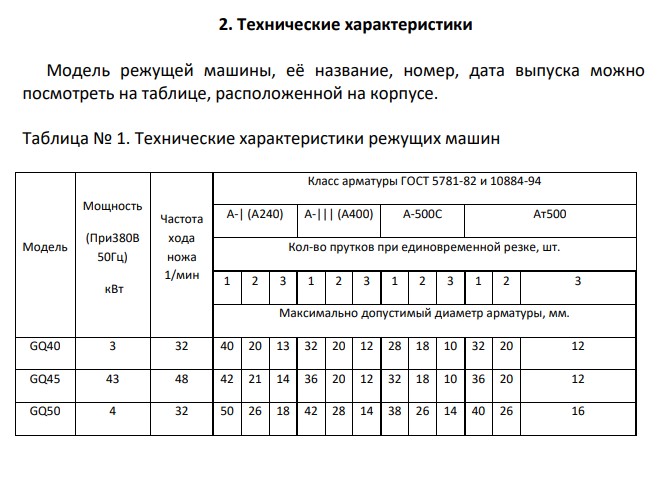
2. Технічні характеристики Модель різальної машини, її назва, номер, дата випуску можна переглянути на таблиці, розташованій на корпусі. Таблиця № 1. Технічні характеристики різальних машин
Двигун через маховик і редуктор передає обертання на колінчастий вал, з'єднаний з рухомим ножем за допомогою шатуна. Таким чином реалізується зворотно-поступальний рух ножа, і, відповідно, різання арматури. Кінематична схема верстата дана нижче
4. Установка и подготовка к использованию Важные замечания • Перед началом работы со станком внимательно ознакомьтесь с данной Инструкцией по эксплуатации и техническому обслуживанию. • Станок предназначен для резки арматуры, использование не по назначению запрещается. • К работе со станком допускается только квалифицированный персонал, детально ознакомившийся с настоящей инструкцией. 4.1 Монтаж • Перед началом монтажа или транспортировки необходимо провести визуальный осмотр и убедиться в отсутствии повреждений. • Грузоподъемность опорной площадки должна соответствовать весу станка. Опорная площадка должна быть горизонтальной. • Рекомендуется подъём передней части станка (зона резки) на высоту не менее 30 мм, но не более чем на 100 мм, во избежание попадания масла в подвижный нож. • Запрещается удалять колесную ось. • Размеры площадки должны соответствовать размерам станка и загружаемому для обработки материалу. • Площадка должна быть защищена от атмосферных воздействий (дождь, снег). Рекомендуется использовать навес. • Стандартная допустимая рабочая температура: от -10°C до +40°C. При температуре ниже -10°C масло, перед пуском, необходимо подогреть до +5°C. • Станок должен быть надежно закреплен на площадке.

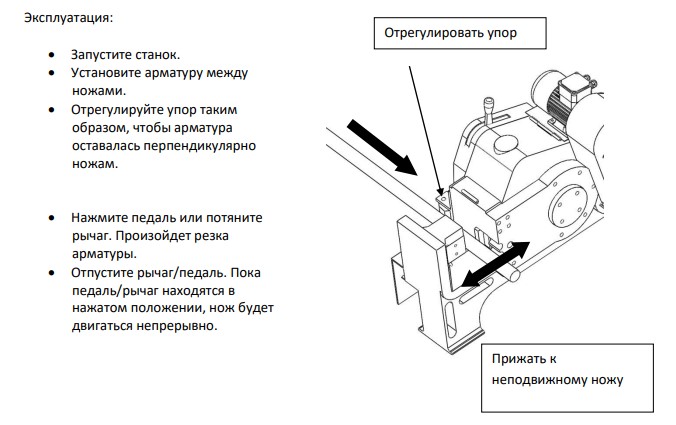
4.3 Пробный запуск Перед началом эксплуатации следует провести тщательную проверку станка, а также ознакомиться со способом эксплуатации и с техникой безопасности. Начинать работу следует после пробного запуска. • Убедитесь, что все инструменты находятся в полной комплектации, все болтовые соединения надежно затянуты, отсутствуют течи масла. Система электропитания подключена, заземление обеспечено. • Во избежание несчастных случаев запрещено снимать защитные кожухи или производить наладку оборудования во время его работы. • Проверьте уровень масла. Каждые 4 часа добавляйте масло в масляную ёмкость во время работы (отсутствие масла может привести к заклиниванию боковых плиток). • Проверьте, надежно ли закреплены оба ножа. Промежуток между режущими кромками должен быть отрегулирован в значении 0.05-0.5 мм, в зависимости от характеристик стальной арматуры. После подключения питания и проверки состояния проведите пробный запуск станка. • Запуск станка производится переводом в верхнее положение выключателей на коробке управления электродвигателем. • При запуске проверьте направление вращения маховика, оно должно соответствовать направлению, указанному стрелкой на кожухе маховика. • В случае несоответствия направления вращения, измените фазы двигателя, эксплуатация станка с неверно выставленными фазами запрещена. • Запустите станок без нагрузки, дайте ему поработать десять минут, при обнаружении отклонений от нормы необходимо выключить станок и провести его проверку на наличие неисправностей. 5. Эксплуатация Общие рекомендации при резке: • Арматуру необходимо отрезать по нижней части режущей кромки
• При каждом запуске проверяйте направление вращение маховика. Оно должно совпадать со стрелками на кожухе. • Во время работы следите за тем, чтобы болты на ноже не выкручивались. Следите, чтобы расстояние между режущими кромками составляло 0.05 ~ 0.5 мм. • Регулярно проверяйте, не затупился ли нож, режущую кромку необходимо своевременно заменять на новую. Можно использовать 4 (на некоторых моделях 2) кромки ножа или менять нож.
6. Техника безопасности • Не перегружайте станок. Не пытайтесь резать арматуру, характеристики которой превышают возможности станка. • Запрещается эксплуатация станка с любыми неисправностями. • Нахождение людей и посторонних предметов, в зоне резки категорически запрещено. • Для резания нескольких арматурных стержней не пользуйтесь руками. Пользуйтесь специальным захватом или другим подходящим инструментом для удержания.
Запрещается трогать руками режущие устройства. • Запрещается снимать защитные кожухи и производить настройку оборудования во время его работы. • Регулярно проверяйте затяжку болтов на ноже, а также состояние режущей кромки. • Пользуйтесь перчатками при перемещении арматуры для защиты кожи рук от ссадин и порезов при контакте с поверхностью арматуры. • Пользуйтесь защитной обувью для защиты ног от раздавливания при падении тяжелой арматуры. • Ниже приведены некоторые примеры личных вещей и видов одежды, которые НЕ ПОДХОДЯТ для работы на станке и могут создать угрозу ранения или защемления: длинные волосы, платья с длинными рукавами, личные медальоны или ювелирные украшения, длинные рабочие фартуки, и т.п. ВНИМАНИЕ! НАРУШЕНИЕ ТЕХНИКИ БЕЗОПАСНОСТИ ВЕДЕТ К НЕСЧАСТНЫМ СЛУЧАЯМ И ТРАВМАМ, А ТАКЖЕ СОКРАЩАЕТ СРОК СЛУЖБЫ СТАНКА
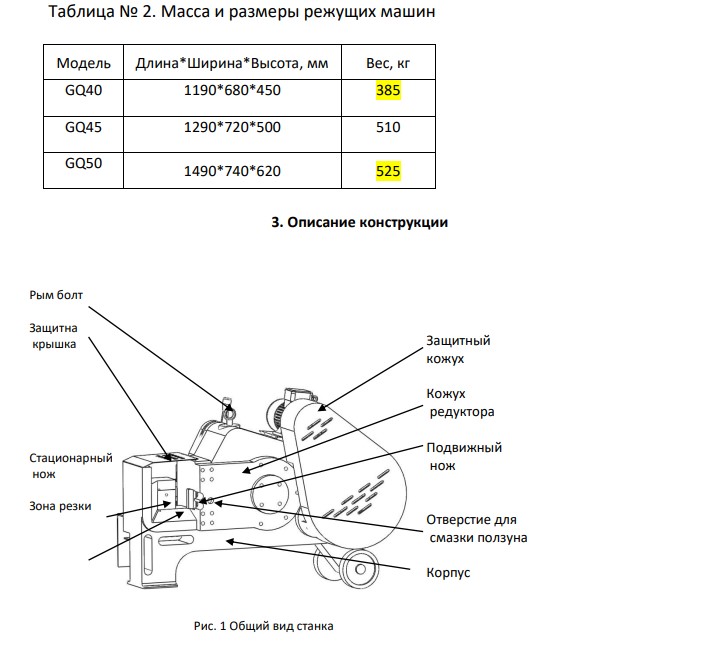
7. Транспортування та зберігання Усі відкриті частини верстата необхідно змастити антикорозійними речовинами відповідного стандарту. Перевірте, щоб ремені були ослаблені. Після цього можна здійснювати упаковку. Щоб уникнути пошкоджень, обладнання має бути надійно закріплене у ящиках для транспортування. • Якщо обладнання не використовується протягом тривалого часу, його слід помістити на склад або під навіс і ретельно стежити за тим, щоб там не було вологості та вологи. • Використовуйте трос або ланцюги вантажопідйомністю, відповідні моделі, та користуйтеся гаками у передбачених отворах або на передбачених рим – болтах, залежно від замовленої моделі. • Використовуйте колеса лише для переміщення на невеликі відстані та для розміщення на горизонтальній та рівній поверхні.
8. Обслуговування та діагностика Станок повинен знаходитись у сухому, чистому місці. Попадання піску та вологи в верстат веде до передчасного виходу його з ладу. Також необхідно періодично проводити ТО. По закінченні робочого дня проведіть щоденне ТО. • Заберіть арматуру та всі пристрої з робочого місця. • Очистіть робоче місце від окалини, тирси та іншого сміття, продуйте стисненим повітрям. • Додайте (зашприкуйте) мастило в отвір для мастила повзуна. • Перевірте затягування болтів на ножах, стан ріжучих кромок та зазор між ріжучими кромками. • Якщо верстат знаходиться просто неба, вкрийте його водонепроникним полотном. Щотижня проводьте щотижневе ТО. • Перевірте рівень олії. Також огляньте зовні та всередині верстат на предмет течій олії. • Перевірте натяг ременів. При необхідності підніміть кришку кріплення двигуна за допомогою регулювальних болтів. • Під час тривалих пауз в експлуатації обладнання необхідно помістити верстат у сухе, добре провітрюване місце, щоб уникнути корозії. 8.1 Змащення Перша заміна мастила здійснюється через 80 годин після початку використання. Після цього заміна проводиться один раз на рік. Також рекомендується замінювати олію під час роботи в зимовий період.

8.2 Заміна ножів Для демонтажу та заміни ножів необхідно, щоб вони вийшли назовні: • Зупиніть машину. • Вручну, повертаючи маховик, виведіть рухомий ніж назовні. • Відключіть машину від системи живлення. • Зніміть гвинти кріплення та зніміть ніж, як на стаціонарному, так і на рухомому боці, використовуючи для цього спеціальний ключ, що входить до складу постачання. • Очистіть ножі від задирок, наявність задирок призводить до невірного зазору, і розбовтування болтів, в процесі експлуатації. • Встановіть ножі, вибравши нову ріжучу кромку. 8.3 Можливі несправності Основними причинами поломки є: • Різання арматури, що не відповідає діаметру або класу, перевантаження верстата. • Експлуатація • Експлуатація верстата у неналежних умовах. Засмічення піском, окалиною, стружками або потрапляння вологи. • Експлуатація верстата із незначними пошкодженнями.
Сборочный чертёж станка для резки арматуры GQ-40 (GQ-50
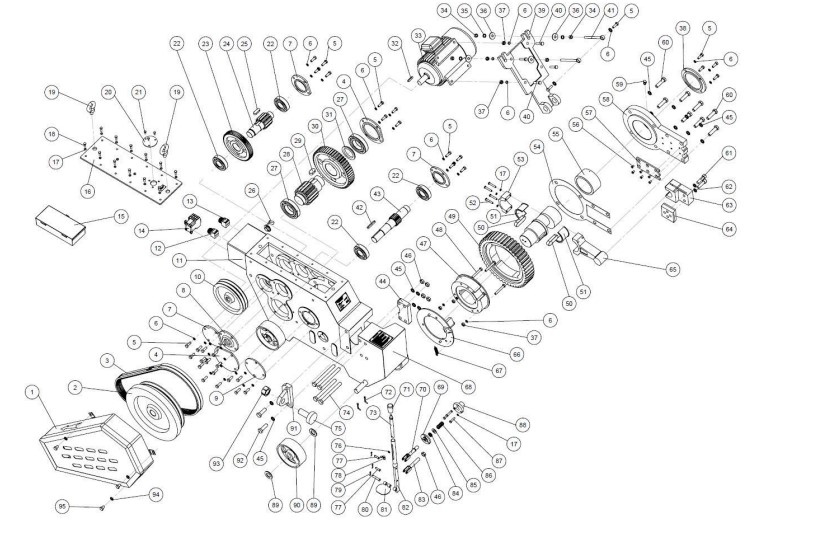
1 GQ-40 1 Кожух ремня 1 2 GQ-40 2 Шкив 1 1 3 Ремень 17х1600 Тип В 2 4 GQ-40 4 Крышка 4 1 5 Болт М10х30 DIN 555 42 6 Шайба 10 DIN 127 45 7 GQ-40 7 Крышка 2 1 8 GQ-40 8 Крышка 3 1 9 GQ-40 9 Крышка 1 1 10 GQ-40 10 Шкив 2 1 11 GQ-40 11 Коробка блока управления 1 12 GQ-40 12 Кнопка DELIXI LA-2 IEC 60947 220V красная 1 13 GQ-40 13 Кнопка DELIXI LA-2 IEC 60947 220V зеленая 1 14 GQ-40 14 Контактор CJX2-25 380V AC-3 1 15 GQ-40 15 Контейнер с принадлежностями 1 16 GQ-40 16 Крышка верхняя 1 17 Шайба 8 DIN 127 19 18 Болт М8х24 DIN 555 12 19 GQ-40 19 Рым-болт грузовой М16 DIN 580 2 20 GQ-40 20 Крышка маслозаливного отверстия 1 21 Болт М6х16 DIN 555 3 22 Подшипник 6308 4 23 GQ-40 23 Колесо зубчатое 1 1 24 GQ-40 24 Вал шестерня 2 1 25 GQ-40 25 Шпонка 16х10х45 DIN6885 1 26 GQ-40 26 Разъем 5-штыревой 1” 1 27 Подшипник 6213 2 28 GQ-40 28 Вал шестерня 1 1 29 GQ-40 29 Шпонка 22х14х40 DIN6885 1 30 GQ-40 30 Колесо зубчатое 2 1 31 GQ-40 31 Проставка 1 32 GQ-40 32 Шпонка 8х7х40 DIN6885 1 33 GQ-40 33 Электродвигатель Y100L-2 1 34 Гайка М12 DIN 555 4 35 Шайба 12 DIN 125 4 36 Шайба 12 DIN 9021 4 37 Гайка М10 DIN 555 7 38 GQ40 38 Крышка 6 1 39 GQ40 39 Плита мотора 1 40 Болт М10х50 DIN 555 4 41 GQ40 41 Направляющая мотора 1 42 GQ40 42 Шпонка 10х8х63 DIN6885 1 43 GQ40 43 Вал шестерня 3 1 44 GQ40 44 Прижимная пластина ножа 1 45 Шайба 16 DIN 127 14 46 Гайка М16 DIN 555 5 47 GQ40 47 Муфта 1 48 Болт М10х72 DIN 555 3 49 GQ40 49 Венец зубчатый 1 50 GQ40 50 Шпонка 16х28х80 DIN6885 2 51 GQ-40 51 Вкладыш шатуна 1 52 Болт М8х45 DIN 555 4 53 GQ-40 53 Крышка шатуна 1 54 GQ-40 54 Прокладка 1 1 55 GQ-40 55 Подшипник скольжения 1 56 Винт М8х10 DIN 965 6 57 GQ-40 57 Пластина ножа 1 58 GQ-40 58 Крышка 5 1 59 GQ-40 59 Масленка 1 60 Болт М16х50 DIN 555 8 61 Винт М14х50 DIN 912 2 62 Шайба 14 DIN 127 2 63 GQ-40 63 Ползун 1 64 GQ-40 64 Нож подвижный 1 65 GQ-40 65 Шатун 1 66 GQ-40 66 Диск стопора 1 67 GQ-40 67 Пружина стопора 1 68 GQ-40 68 Корпус 1 69 GQ-40 69 Крышка стопора 1 70 GQ-40 70 Вилка опорная 1 71 GQ-40 71 Наконечник рукоятки 1 72 Шплинт 5х25 DIN 94 4 73 GQ-40 73 Шток рукоятки 1 74 Болт М16х165 DIN 555 4 75 GQ-40 75 Упор 1 76 Шайба 6 DIN 125 1 77 GQ-40 77 Палец верхний 2 78 Гайка М6 DIN 315 1 79 Шплинт 3х25 DIN 94 3 80 GQ-40 80 Палец нижний 1 81 GQ-40 81 Педаль 1 82 GQ-40 82 Стойка рукоятки 1 83 GQ-40 83 Вилка 1 84 GQ-40 84 Сальник 25х15х5 ТС 1